3D打印技术应用最早可追溯到1986年由美国Charles Hull开发的立体光固化(SLA)技术。接下来的20年内,多项3D打印技术专利如:分层实体制造法(LOM)、熔融沉积成型(FDM)相继问世,同时欧美逐渐形成一批具有创新能力的3D打印公司,3D Systems、Stratasys、SLM solution 等。由于3D打印技术在欧美国家起步较早,经历30多年的发展,SLA(立体光固化)、 SLS(选择性激光烧结)等技术已经相对成熟。在高温金属材料、设备研发制造方面相对完善。
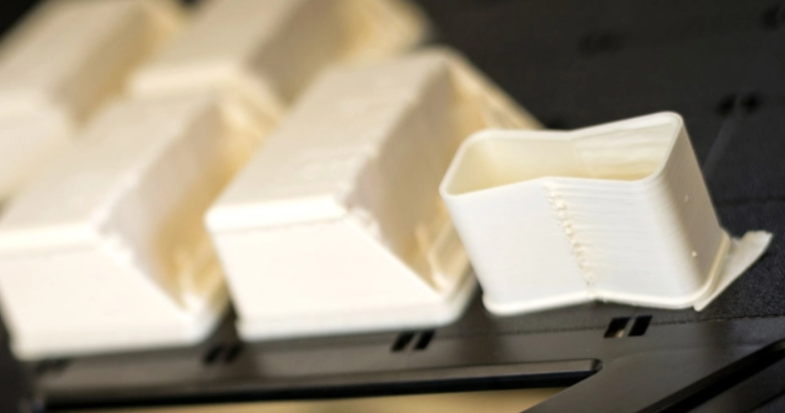
进入 21 世纪以来,增材制造技术各细分领域有了进一步的发展,诸如数字光处理(DLP)、多头喷射技术(PloyJet)等被研发出来。特殊的3D打印材料、3D打印设备也应运而生。目前,世界各国的3D打印行业大体已经形成了涵盖原材料、零件、工艺、设备、服务的完整产业链,部分重点企业已由单一的设备制造商升级为从设计到终端零件制造的综合解决方案提供商。CMF设计军团专门成立了表面处理及成型工艺技术交流群,加YUJIA5111,备注“工艺交流”,加入技术交流群,与专业人士一起探讨!此群仅限专业技术人员加入,入群需实名制!SLS工艺又称为选择性激光烧结,由美国德克萨斯大学奥斯汀分校的C.R. Dechard于1989年研制成功。SLS工艺是利用粉末状材料成形的。将材料粉末铺洒在已成形零件的上表面,并刮平;用高强度的CO2激光器在刚铺的新层上扫描出零件截面;材料粉末在高强度的激光照射下被烧结在一起,得到零件的截面,并与下面已成形的部分粘接;当一层截面烧结完后,铺上新的一层材料粉末,选择地烧结下层截面。 SLS工艺最大的优点在于选材较为广泛,如尼龙、蜡、ABS、树脂裹覆砂(覆膜砂)、聚碳酸脂(poly carbonates)、金属和陶瓷粉末等都可以作为烧结对象。粉床上未被烧结部分成为烧结部分的支撑结构,因而无需考虑支撑系统(硬件和软件)。SLS工艺与铸造工艺的关系极为密切,如烧结的陶瓷型可作为铸造之型壳、型芯,蜡型可做蜡模,热塑性材料烧结的模型可做消失模。
SLS也可用于制造金属或陶瓷零件,但所得到的制件致密度低,且需要经过后期致密化处理才能使用。SLM: Selective laser melting(选择性激光熔化),是金属材料增材制造中的一种主要技术途径。该技术选用激光作为能量源,按照三维CAD 切片模型中规划好的路径在金属粉末床层进行逐层扫描,扫描过的金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得模型所设计的金属零件。该技术与 SLS 技术主要区别在于 SLM 通过激光器对金属粉末直接进行热作用,不依赖粘结剂粉末,金属粉末通过熔化、凝固从而达到冶金结合的效果,最终获得所设计结构的金属零件。SLM 技术为了更好的融化金属需要使用金属有较高吸收率的激光束,所以一般使用 的是Nd-YAG 激光器(1.064 微米)和光纤激光器(1.09 微米)等波长较短的激光束。优点是 SLM 技术使用纯金属粉末,成型的金属零件致密度可达接近 100%;抗拉强度等机械性能指标优于铸件,甚至可达到锻件水平;致密度力学性能与成型精度上都要比SLS好一些。
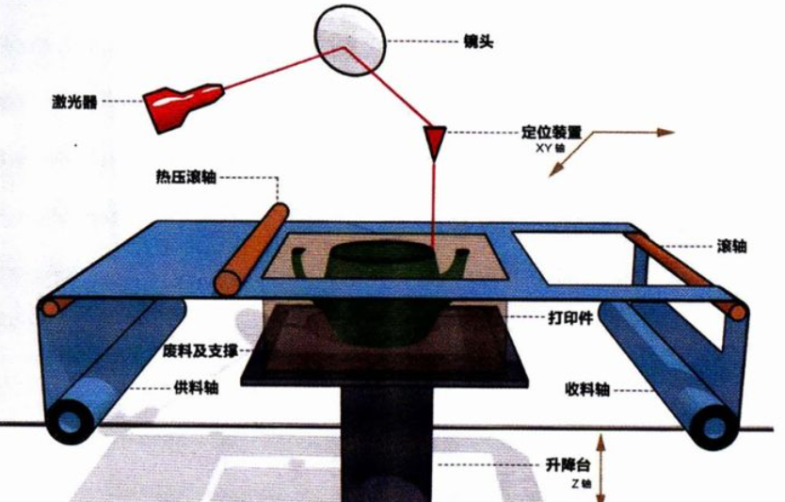
激光振镜系统是SLM的关键技术之一,以下是SLM Solution公司的振镜系统工作图:金属3D打印过程中,由于制件通常较复杂,需要打印支撑材料,制件完成后需要去除支撑,并对制件的表面进行处理。DED技术由激光或其他能量源在沉积区域产生熔池并高速移动,材料以粉末或丝状直接送入高温熔区,熔化后逐层沉积,称之为激光定向能量沉积3D打印技术。而DED技术分类中的激光金属粉末沉积技术(laser me-tal deposition-LMD),则是以激光为能量源,并以金属粉末为加工材料。相比于 SLM 技术的优势之处在于,第一,该技术允许激光头和工件更灵活地移动,从而增加设计自由度。第二,在DED设备运行中,惰性气体直接从激光头流出并包围粉末流和熔池,不依赖于充满惰性气体的压力室,3D打印加工过程可以立即开始,大大压缩了生产准备时间。第三,能生产大型零件,且不需要任何支撑结构。缺点在于熔化过程不如 SLM 精确,成品部件通常必须进行再加工。3DP技术与SLS艺类似,采用陶瓷、石膏粉末成形。不同之处在于,材料粉末不是通过激光器烧结固体粉末连接起来的,而是通过粘接剂打印头沿零件截面路径喷射透明或者彩色粘结剂并将粉末凝固,其他位置的粉末作为支撑,之后再铺设一层粉末,循环该过程直至打印完成。(1)成型速度快,成型材料价格低,适合做桌面型的快速成型设备。(2)在粘结剂中添加颜料,可以制作彩色原型,这是该工艺最具竞争力的特点之一。(3)成型过程不需要支撑,多余粉末的去除比较方便,特别适合于做内腔复杂的原型。不足之处:如果使用粉状材料,其模型精度和表面粗糙度比较差,零件易变形甚至出现裂纹等,模型强度较低。只能做概念性模型,而不能做功能性试验。PolyJet是一种3D打印技术,可通过将数千个光敏聚合物液滴喷射到构建平台上并使用UV固化来构建零件。它是目前可用的最快,最准确的3D打印技术之一。PolyJet的潜力已为许多不同行业所认可,这些行业实施该技术以增强其工作流程并节省资金。(1)可以在数小时内生产出非常详细的零件的技术,所以它对于制作逼真的原型尤为理想。(2)能够同时用不同的材料进行3D打印。这样可以实现compex几何形状,并再次节省时间(和金钱)。除了原型之外,PolyJet 3D打印机通常可以在牙科行业中找到。现代诊所利用PolyJet根据先前进行的扫描来制作3D打印的口腔模型。PolyJet使此过程比以往更快,更准确。其工作原理将丝状的热塑性材料通过喷头加热熔化,喷头底部带有微细喷嘴(直径一般为0.2~0.6mm),在计算机控制下,喷头沿着X轴方向移动,工作台沿Y轴方向移动,根据3D模型的数据移动到指定位置,将熔融状态下的液体材料挤喷出来并最终凝固。一个层面沉积完成后,工作台沿Z轴方向按预定的增量下降一层的厚度,材料被喷出后沉积在前一层已固化的材料上,通过材料逐层堆积形成最终的成品。FDM具有成本低、速度快、使用方便、维护简单、体积小无污染等特点,极大地缩短了产品开发周期,降低了成本,从而能够快速响应市场变化,满足顾客的个性化需求,被广泛应用于工业制造、医疗、建筑、教育、大众消费等领域。LOM工艺称为分层实体制造,由美国Helisys公司的 Michael Feygin于1986年研制成功。LOM是几种最成熟的快速成型制造技术之一。这种制造方法和设备自1991年问世以来,得到迅速发展。由于叠层实体制造技术多使用纸材,成本低廉,制件精度高,而且制造出来的木质原型具有外在的美感性和一些特殊的品质,因此受到了较为广泛的关注,在产品概念设计可视化、造型设计评估、装配检验、熔模铸造型芯.砂型铸造木模、快速制模母模以及直接制模等方面得到了迅速应用。(1)成型速度较快。由于LOM本质上并不属于增材制造,无需打印整个切面,只需要使用激光束将物体轮廓切割出来所以成型速度很快,因而常用于加工内部结构简单的大型零部件;(2)模型精度很高,并可以进行彩色打印,同时打印过程造成的翘曲变形非常小;(3)原型能承受高达200℃的温度,有较高的硬度和较好的力学性能;(4)无需设计和制作支撑结构,并可直接进行切削加工;(5)原材料价格便直,原型制作成本低,可用于制作大尺寸的零部件。(1)受原材料限制,成型件的抗拉强度和弹性都不够好;(2)打印过程有激光损耗,并需要专门实验室环境,维护费用高昂;(3)打印完成后不能直接使用,必须手工去除废料,因此也不宜构建内部结构复杂的零部件;(4)后处理工艺复杂,原型易吸湿膨胀,需进行防潮等处理流程;(5) Z轴精度受材质和胶水层厚决定,实际打印成品普遍有台阶纹理,难以直接构建形状精细、多曲面的零件,因此打印后还需进行表面打磨等处理。另外,需要再次强调的是,纸材最显著的缺点是对湿度极其敏感,LOM原型吸湿后工件Z轴方向容易产生膨胀,严重时叠层之间会脱落。为避免因吸湿而造成的影响,需要在原型剥离后的短期内迅速进行密封处理。经过密封处理后的工件则可以表现出良好的性能,包括强度和抗热抗湿性。光固化成型(Stereo Lithography Appearance,SLA)主要是使用光敏树脂作为原材料, 利用液态光敏树脂在紫外激光束照射下会快速固化的特性。光敏树脂一般为液态,它在一定波长的紫外光(250 nm~400 nm)照射下立刻引起聚合反应,完成固化。SLA通过特定波长与强度的紫外光聚焦到光固化材料表面,使之由点到线、由线到面的顺序凝固,从而完成一个层截面的绘制工作。这样层层叠加,完成一个三维实体的打印工作。其工作原理:在液槽中充满液态光敏树脂,其在激光器所发射的紫外激光束照射下,会快速固化。成型开始时,可升降工作台处于液面以下,刚好一个截面厚度的高度。通过透镜聚焦后的激光束,按照设备指令将截面轮廓沿着液面进行扫描,扫描区域的树脂快速固化,从而完成一个截面的加工过程,得到一层塑料薄片。然后工作台再下降一层截面厚度的高度,再固化另一层截面,这样层层叠加构成一个三维实体。(2)设备造价高,维护成本也高,对工作环境要求也较高;(3)光敏树脂有轻微毒性,价格较高对人体皮肤有过敏反应;③ 若此文章或图片侵犯到您的权益,请与我们联系(微信13713875667)删除。
想了解更多CMF内容吗?欢迎大家点击下方关注我们公众号,每日8点15,定时发布文章。另外,公众号右上角有搜索按钮,可以快速查找平台早期发过的文章内容哦~~ CMF设计军团号CMF设计军团,专注于CMF探索研究及分享传播,由Samy团长创办。265篇原创内容公众号
CMF设计军团号CMF设计军团,专注于CMF探索研究及分享传播,由Samy团长创办。265篇原创内容公众号
近期精选文章推荐:
CMF设计师的最爱,19大精选创新材料盘点!
CMF | 如何利用感官、色彩及心理暗示等来做产品设计创新?
产品LOGO的10大加工工艺,你了解多少?
首发!2022-2023年CMF趋势报告,含5大主题内容
举报





























 沪公网安备 31011502009179号
沪公网安备 31011502009179号
留言板(0)